ABS樹脂は優れた耐衝撃性、剛性、耐薬品性(酸やアルカリ)や耐熱性を持ち、加工性(接着・研磨・塗装)も良いので、試作品、玩具などによく使われています。工業製品で最も汎用性が高い素材とも言われています。

その一方で、FDM方式3Dプリンターでプリント時に反りが起こりやすい傾向や、不快な臭いによって敬遠されることもあります。Polymakerのエンジニアは、機械的性質を損なうことなく、プリント時の反りと臭いを最小限に抑えるPolyLite ABSを開発しました。
それでもABS樹脂の反り問題に悩んでるお客様はまだまだいらっしゃいます。実はプリント時の設定が適切であれば、反り問題は大幅に解消することができるのです。このコツをご存知でしょうか。
1、3Dプリンターのチャンバーの保温
カバーなどで作業環境の保温を行います。ノズルやベッドのヒーターを利用して温度を維持します。
2、プラットフォームの予熱
プリンティング開始前、プラットフォームを60℃程度まで予熱してから印刷を開始します。
3、ラフト有で造形する
ラフト有の設定は反る問題を大幅に改善できます。
4、ノズルとセルボードの間隔を少し狭めに設定する。
PolyLite PLAの設定より狭い方が反る問題を抑えます。
5、印刷速度を遅くする。
ノズルに造形物が引っ張られて剥がれることを防ぎます。
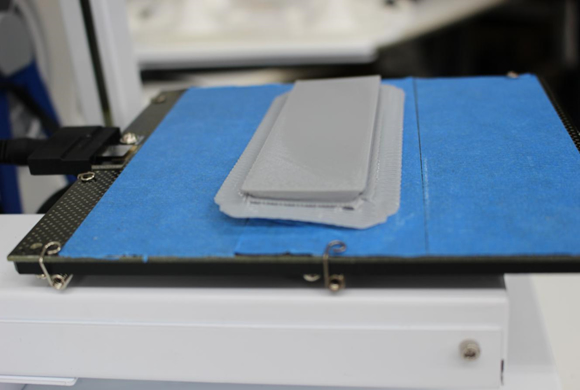
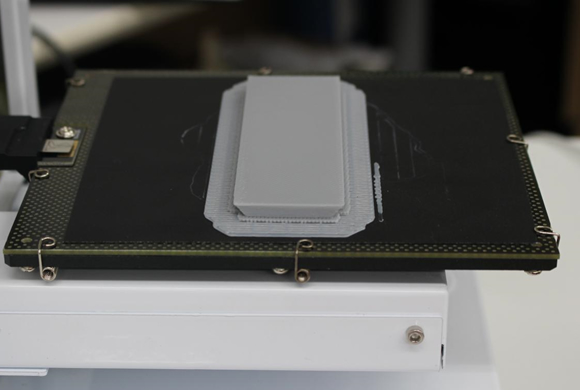
6、ブルーテープではなく、BuildTakとの相性がいい
BuildTakとブルーテープはどの程度の違いがあるでしょうか?
下記の実験写真をご覧ください。
使用3Dプリンター:UP Plus2|使用したフィラメント:PolyLite ABS(グレイ)
実験過程:セルボードにブルーテープ
実験過程:セルボートにBuildtak
もしABS樹脂による反り問題を解決できずに悩んでいたら、是非、上記の6つのコツで調整してみてください。
 Ultimaker S5
Ultimaker S5 Mass Portal PHARAOH ED
Mass Portal PHARAOH ED LulzBot TAZ 6
LulzBot TAZ 6 Raise3D Pro2
Raise3D Pro2 営業日カレンダー
営業日カレンダー カートの中
カートの中


